Introduction
Leaders in manufacturing and supply chains are familiar with the emotion. Orders are being placed. The machines are operating. The group is putting up a lot of effort. However, something continues to go awry, and no one can quite pinpoint the cause.
Mr. Smith was more familiar with that emotion than others. With years of operational experience, a competent staff, and steady orders, he managed a bustling production facility. However, month after month, finished goods fell short of expectations, resources ran out sooner than anticipated, and quality issues surfaced out of the blue. Because the data was dispersed between teams, systems, and spreadsheets with no link to one another, investigations were fruitless.
This is the tale of how Mr. Smith altered that. Not by putting in more effort, holding more meetings, or generating more reports, but rather by making a number of thoughtful choices, one at a time, that completely changed the way he viewed and managed his entire business.
Creating end-to-end visibility within his plant, expanding that visibility throughout his supply chain and establishing trust in each product record
Chapter 1: How Digital Twin Manufacturing Unlocked End-to-End Manufacturing Visibility
The World Before
For many years, Mr. Smith ran his manufacturing plant using meetings, reports, and experience, just like most executives do. When something went wrong, the team looked into it. They took information from one system, compared it with another, contacted the appropriate agency, and then put together what transpired after the event. It was always reactive, slow, and annoying.
It was difficult to ignore the patterns. Forecasts indicated that raw supplies would run out sooner than expected, but no one could pinpoint the precise location of the excess usage. The quantities of finished goods at the conclusion of the week never matched the production schedule, but the difference was always explained by an ambiguous factor, such as a machine delay, a shift handover, or a quality rejection. Costs silently increased. Confidence in planning eroded slowly.
Mr. Smith was not dealing with inept supervisors or indolent employees. His team was powerful and seasoned. The inability to view a product’s complete journey from start to finish was a structural issue. There was no common thread linking the realms of materials, manufacturing, and delivery.
The Realisation
A batch failure was the pivotal moment. Some products, but not all of them, did not pass inspection. Mr. Smith posed three direct queries: What kind of material was utilized? Which line of production produced it? What time did it occur? Three distinct spreadsheets run by three distinct teams provided the answers. The data did not relate to one another. He was unable to find out which particular units were impacted, which materials were involved, or whether the issue had previously arisen.
Mr. Smith came to a crucial realization as he stood there. He was not facing a quality issue. He was having trouble seeing. The quality failure was just the symptom. The root cause was that he had no way to follow a product’s complete story from the moment its materials arrived to the moment it left the facility.
The Solution: End-to-End Product Genealogy
Mr. Smith embraced a simple idea: approach each product as a story. What was the source of its material? Inside the factory, what happened to it? After manufacture, where did it end up? In practical terms, end-to-end genealogy refers to the capacity to respond to those three queries for any product, at any time.
He used two complementing technologies to make this possible. The first was a network of intelligent sensors and shop-floor data collection devices on equipment and material stations. These automatically documented the materials used, the time of production, and the parameters of the process at each stage without the need for human input. The human component of data entry was eliminated, along with all of its mistakes and gaps.
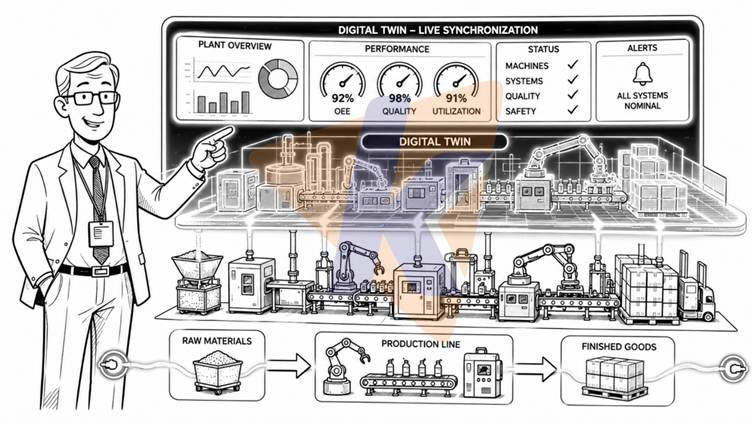
The second was a Digital Twin, a real-time virtual representation of his facility that replicates events on the actual shop floor. Mr. Smith was able to observe production flow as it occurred, identify abnormalities as they developed, and comprehend cause and effect without waiting for the end-of-week report thanks to the Digital Twin.
A Product Lifecycle Management (PLM) system that kept a single, continuous record for each product from design and raw materials to delivery was fed by these two technologies. Every department was able to view the same product history for the first time. Production, quality, logistics, and materials were no longer separate entities. They formed a single, interconnected information chain.
What Changed
Almost instantly, the difference became apparent. Mr. Smith’s team failed to anticipate the next quality problem. They linked the impacted items to a single machine condition, a single manufacturing window, and a single batch of inbound material. Only the units that were genuinely impacted were isolated. Everything else continued to move. Production went on. Waste immediately decreased.
The long-term effects were equally important as the current tragedy. Estimation gave way to reality in planning. Instead of making assumptions, real usage patterns were used to order materials. Investigations were no longer prompted by quality issues, but replies were instead. The group began addressing the causes rather than pursuing them.
Key Outcomes
- The ability to identify the location of loss led to a 20–30% decrease in material waste.
- Production planning accuracy improved by 15 percent as plans were based on real performance data rather than estimates
- Root cause analysis that previously took weeks was completed in hours
- Long-term cost savings in the millions as small improvements scaled across high-volume production
Chapter 2: IoT Supply Chain Monitoring Seeing Beyond the Factory Walls
The World Before

Mr. Smith’s next blind spot everything that transpired after the goods left his facility became apparent once he had visibility inside his business. He was virtually completely unaware of his supply chain, which was the system of warehouses, carriers, distributors, and delivery partners that transported his goods to clients.
The systems said that everything was functioning on paper. Shipments were marked as sent by the ERP. Inventory was tracked by warehouse workers as it was shipped. Delivery timetables were verified by transporters. Customers, however, encountered a totally different reality. Items that are susceptible to temperature arrived spoiled. Products that were sensitive arrived damaged. For hours or even days at a time, shipments vanished from all forms of tracking.
The losses themselves weren’t the most difficult aspect. Not knowing where they occurred was the most difficult aspect. Was there a loading issue? While in transportation, in the truck? At the warehouse for transfers? on the last leg to the client? Every incidence was mysterious without visibility, and every investigation began at the beginning.
The Accumulating Cost
Initially, the losses seemed insignificant a rejected package here, a broken box there. However, the numbers were concerning after a year of data collection. Almost one-third of all cargo complaints were related to temperature and handling issues. Inventory that should have been automatically tracked was being manually checked by warehouse workers for a fifth of their working hours. No one was keeping an eye on the status of high-value goods as it moved through the supply chain.
Mr. Smith continually questioned his team, “Why do we only learn about problems after the damage has already been done?” He didn’t yet know the solution, but it was straightforward. There were no eyes in his supply chain.
The Solution: IoT Sensors and Real-Time Monitoring

A discussion with a supply chain specialist gave rise to the idea that completely altered the situation. The question was surprisingly straightforward: what if your shipments had the ability to talk with you?
Not literally, but via Internet of Things sensors affixed to containers and cargo. These devices continuously monitor and transmit data in real time: motion tracking to confirm expected movement patterns and flag anything unusual; vibration and shock detection to detect rough handling as it occurs rather than discovering damaged goods upon arrival; temperature readings to ensure cold chain integrity throughout the journey; and GPS location to know exactly where every shipment is at all times.
All of these sensors send data to a central dashboard via RFID, Bluetooth Low Energy, GPS, and NB-IoT connectivity. For the first time, Mr. Smith was able to observe every shipment’s complete path, not just its beginning and ending. The system immediately sent out an alarm when a temperature reading beyond a safe threshold. Not following delivery. Not at the subsequent check-in location. The deviation happened at that precise instant. Before any merchandise was damaged, the logistics team may get in touch with the driver, redirect the package, or set up alternate cold storage.
What Changed
Within months, there was a noticeable change in daily operations. Because issues were identified and fixed during transit rather than at delivery, cargo damage significantly decreased. As sensors tracked movement without human involvement, inventory management became mostly automated, allowing warehouse workers to concentrate on higher-value tasks.
The speed at which decisions were made was probably the biggest change. Instead of responding to crises, Mr. Smith’s team took an active role in supply chain management. Issues that had previously come up as complaints from customers were now fixed before the products were delivered.
Key Outcomes
- Cargo spoilage and damage reduced by over 50 percent through continuous monitoring and real-time intervention
- Manual inventory checking labour reduced by more than 20 percent through automated tracking
- Decision-making speed improved dramatically as issues were identified during transit rather than after delivery
- Customer trust rebuilt as on-time, undamaged deliveries became the consistent norm
- Full return on investment achieved within 12 to 18 months, with immediate savings for temperature-sensitive and high-value cargo
Chapter 3: Blockchain Supply Chain Trust and Counterfeit Prevention
The World Before

Mr. Smith had come a long way at this stage of his journey. Shipments were traveling more quickly. The organization of warehouses was improved. Partners in logistics were trustworthy and knowledgeable. There was a significant improvement in visibility both within the factory and during transit. The operation appeared robust at first glance.
The phone calls then began. Consumers started posing awkward queries. How could they be sure the item was authentic? Could Mr. Smith show where a particular batch came from? Why did this shipment’s paperwork appear somewhat different from the last one? Before a distributor revealed something quite alarming, Mr. Smith thought it was a misunderstanding. His goods were starting to show up on the market. However, they were fake. The packaging had the same appearance. The labels were identical. Even the batch numbers appeared authentic. They were not his products.
The Hidden Vulnerability
Mr. Smith started looking into it right away. What he discovered was a breakdown in the integrity of the documents rather than a logistical or quality control issue. Purchase orders, batch certificates, transport documents, warehouse logs, and quality inspection reports were all included with every shipment in his supply chain. Manufacturers, distributors, logistics partners, and retailers all handled these records. The majority were kept on different platforms, spreadsheets, or emails. Some were still hand-signed and printed on paper.
Once he saw it clearly, the danger was evident. It is possible to alter any of these papers. It is possible to replicate any record. Anyone with access to a printer might duplicate any batch number. His supply chain moved products efficiently, but it had no mechanism to guarantee that any record was genuine. Anyone determined enough could fabricate a product’s entire history.
The Solution: Blockchain
Mr. Smith came into the concept of blockchain at a technology conference, which at first appeared more pertinent to finance than manufacturing. a system in which records cannot be changed once they are produced. a system where every transaction is traceable and transparent. a system in which a trusted ledger is shared by all supply chain participants.
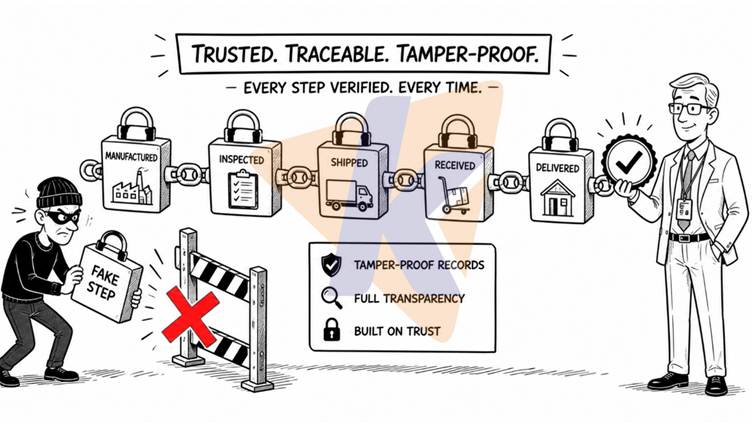
The application to supply chain authenticity became evident right away. A decentralized ledger may record each step of a product’s path as a permanent, timestamped block, including manufacture, quality inspection, packaging, shipment, warehouse transfer, and retail delivery. A block cannot be altered or deleted after it has been written. This implies that no matter how many hands a thing goes through, its history is always reliable.
Mr. Smith started out with a single product line pilot. A record containing the batch number, manufacturing location, timestamp, and quality certification was added to the blockchain upon batch creation. At every point of the product’s journey through the supply chain warehouse entry, shipping dispatch, distributor reception, and store arrival—new records were entered. Each event was a fresh block that had been verified. The ledger was not under the control of any one person. The same unchangeable record was visible to all authorized parties, including producers, distributors, and retailers.
Additionally, he established smart contracts, which are automated rules built into the blockchain that take effect in response to certain circumstances. Only once a shipment’s delivery has been verified may payment be made. Only once quality records have been verified may a distributor accept merchandise. Without inspection approval, a batch cannot proceed. The manual validation processes that had previously caused delays and errors were removed by these automated tests.
What Changed
The outcomes were remarkable. The capacity to create a plausible product history is essential for counterfeit items. Every authentic good has an unchangeable digital record, making fabrication all but impossible. The lack of a verifiable blockchain history became an instant warning sign since counterfeits were unable to generate one.
Beyond the issue of counterfeit goods, the wider advantages of a reliable shared ledger changed the way Mr. Smith’s supply chain functioned. Retailers, distributors, and suppliers could all quickly confirm the legitimacy of the goods. By reviewing the shared ledger, disputes that had previously needed time-consuming document reconciliation may be settled in a matter of seconds. Regulatory audits that required weeks of document collection might be finished in a matter of hours.
Key Outcomes
- Counterfeit product infiltration reduced by 92 percent as fabricating a verifiable blockchain history proved practically impossible
- Documentation costs reduced by 85 percent as manual paperwork reconciliation across multiple systems was eliminated
- Full supply chain transparency established all partners worked from the same verified product history
- Regulatory audit time cut from weeks to hours as all product journey data existed in a single trusted ledger
- Return on investment clear within 18 to 24 months, with particularly strong results in pharmaceuticals, luxury goods, and high-tech manufacturing
Conclusion of the First Half of the Journey
Mr. Smith set the stage for his metamorphosis. Using a Digital Twin and product genealogy, he created visibility within his factory. Using IoT sensors and real-time monitoring, he expanded that visibility into his supply chain. He used blockchain technology to add trust to each product record.
Every step build upon the previous one. And every step unveiled the next issue that needed to be resolved. Now the production floor was connected and visible. However, there were still issues that needed to be fixed with the individual unit traceable, the loop on waste and so on.
The second part of Mr. Smith’s journey explains how he mastered serialization and how he adopted circular economy.