
Where We Left Off
Mr. Smith laid the groundwork for his metamorphosis throughout the first part of his voyage. He used a PLM system, a digital twin, and product genealogy to create end to end visibility throughout his facility. Using IoT devices, he expanded that visibility throughout his supply chain. He used blockchain to make every product record reliable. He used serialization to give each individual unit a unique identification. Additionally, he closed the loop on waste by implementing Digital Product Passports and the circular economy.
Each of those five choices strengthened his operation and exposed the next obstacle that lay beneath the surface. We will discuss how Mr. Smith automated quality control at the warehouse dock, integrated compliance into day-to-day operations, and developed a recall management capability that turned a crisis into an advantage
Missed the last two blogs? We recommend starting there first. They explain how serialization and Digital Product Passports created the foundation for everything that follows in Mr. Smith’s transformation journey. The solutions discussed in this article build directly on those capabilities.
Chapter 6: The Day Mr. Smith Eliminated Errors at the Dock
The World Before

Mr. Smith’s operational discipline was well-known inside his organization. There were systems in place. The standards were unambiguous. The group adhered to protocol. However, the dock was one part of the warehouse that had traditionally been viewed as a necessary bottleneck rather than a process that could be controlled. The busiest and most stressful area of the entire building was the warehouse dock, where goods entered and exited. On short notice, trucks arrived. Teams processed incoming goods and sent out orders in a timely manner. The only quality gate was manual inspection, when employees would count things, check labels, check for obvious damage, and compare quantities to purchase orders.
The issue was that manual inspection is only as trustworthy as the individuals doing it, and people who are under time pressure to complete repeated, high-volume activities make mistakes. The incorrect objects were added to the inventory. During busy times, damaged goods managed to evade inspection. Inaccurate amounts were overlooked until they subsequently became apparent as disparities. The sluggish inspection led to the formation of truck lines.
Each of these was not a catastrophic failure. However, they piled up. Over several months and years, the dock had subtly turned into a source of customer complaints, inaccurate inventory, and unaccounted-for rework expenses.
The Incident That Forced a Change
One costly error was the point at which action became inevitable. A sizable shipment of expensive goods was mistakenly brought into the warehouse; the faulty products were mistakenly accepted as correct, added to inventory, and assigned to client orders. It wasn’t until a client experienced the issue that the fault was found. By that point, the expenses associated with the error went much beyond the cost of the merchandise, including the logistics of returns, harm to customer relations, interruptions to operations, and the time required to look into and fix the issue.
After that, Mr. Smith got down with the figures and came to an unsettling conclusion. The manual inspection procedure would result in more errors the more volume his company processed. Scale and accuracy were going in different directions. He required a system that was quick, accurate, and most importantly unrestricted by human attention spans and bandwidth.
The Solution: Automated Quality Gates
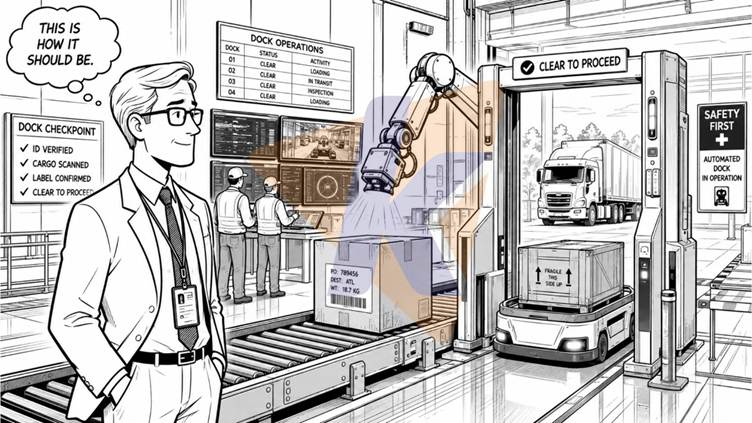
Mr. Smith found a solution to his issue at a logistics technology event: Automated Quality Gates. Without the need for human interaction, these intelligent checkpoints at warehouse dock entry and departure points automatically inspect, verify, and approve or reject each item going through.
There are two main parts to the system that function together. The first is computer vision, which uses artificial intelligence and high-resolution cameras to analyse each item as it goes through the inspection point. The AI scans barcodes and labels, verifies that the product’s dimensions and shape match expected standards, detects obvious damage, and compares all of this information with the purchase order or dispatch record in the Warehouse Management System. Regardless of volume, time of day, or dock activity, this analysis is consistent and takes only a few seconds to complete.
Automated Guided Vehicles, or AGVs, are the second element. In order to maintain a controlled flow without the unpredictability that comes with human handling, these autonomous vehicles transport merchandise through the inspection lanes. After being scanned and examined, items that consistently appear at the inspection point are either cleared for storage or tagged for review and sent to a different holding area.
The implementation was carefully phased in. At points of entry and departure, high resolution cameras and scanners were set up. In order to verify product identities, quantities, and shipment data in real time against current records, the computer vision system was directly integrated with the warehouse management system. To manage the passage of freight through the inspection lanes, AGVs were implemented. Instead of being laid off, current employees were retrained to monitor system outputs, deal with exceptions, and handle edge cases that called for human judgment.
What Changed
At the pier, the change happened almost instantly. Inspection procedures that used to take minutes for each item were finished in a matter of seconds. Inaccurate SKUs, inconsistent labels, and broken goods were routinely and continuously identified by the system. When the manual inspection bottleneck was eliminated, truck turnaround times improved. Once a source of friction and mistakes, the dock evolved into a quick, dependable, and precise gateway.
What transpired with the workforce was equally significant. Mr. Smith was able to reroute experienced employees to higher-value positions, such as process monitoring, supplier relationship management, exception handling, and continuous improvement activities, instead of putting them in the monotonous duty of manual inspection. People were not replaced by technology; rather, it enabled them to perform tasks that actually required human judgment.
Key Outcomes
- Inspection time reduced by 40 to 60 percent, significantly increasing dock throughput capacity
- Near-zero human error in high volume inspection processes consistent accuracy regardless of shift timing or volume pressure
- Cost savings equivalent to 2 to 3 full time dock staff per shift, redirected to higher value operational roles
- Truck waits times reduced substantially, improving logistics partner relationships and delivery reliability
- Rapid return on investment despite high initial setup cost, driven by throughput gains and error elimination
Chapter 7: The Day Compliance Stopped Being a Bottleneck
The World Before
For the majority of his career, Mr. Smith used precise measures to gauge operational success, such as timely order delivery, accurate inventory, and few interruptions. Compliance was handled by a different team, in a different system, at a different time, and it took place somewhere else. He wasn’t immediately worried about it.
It was no longer a viable perception. Waves of new international rules started to appear: supplier practices had to be documented due to environmental, social, and governance obligations. Laws pertaining to deforestation free sourcing required documentation of the origin of raw materials. Regulations pertaining to labour law compliance required proof that each chain supplier complied with minimum worker treatment requirements. These weren’t impersonal specifications. Penalties, shipment holds, and in certain situations, limits on market access were their true fangs.
The requests first appeared doable. ESG declarations were requested by a distributor. A client requested proof of sourcing that doesn’t involve deforestation. Records of labour compliance for a particular supplier were requested by a regulator. Every single request appeared to be unique. Then it became evident that these solicitations would not cease. They would proliferate.
When Compliance Broke Operations
The same tedious procedure was needed to respond to every compliance inquiry. To locate the pertinent supplier correspondence, a member of Mr. Smith’s staff would go through emails. Next, look up the certification records in a spreadsheet. Next, give the supplier a call to ask for any unfiled paperwork. After that, manually put things into a format that the requester may utilize. Work hours each request, multiplied by hundreds of shipments and dozens of vendors.
There were immediate and severe operational repercussions. While supplier documentation was obtained and checked, incoming shipments were halted. Orders that should have been sent out automatically were delayed as they awaited compliance confirmations. Teams whose primary duties were inventory control and warehouse operations discovered that they had to spend a large amount of time chasing paperwork.
A shipment was reported by a regulator for lacking compliance documents related to sourcing risks, which served as a wake up call. The package was detained. Senior management was notified of the problem. The possible penalty was high. However, Mr. Smith’s realization that the team wasn’t failing because they didn’t care about compliance was more concerning than the financial danger. Because they were ignorant, they were failing. Before deciding whether to engage a supplier, there was no way for them to know in real time if they were compliant.
The Solution: Built In Compliance
A discussion with a consultant who reframed the issue gave Mr. Smith the realization that altered his strategy. System design was the problem, not documentation. Instead of being integrated into the process, compliance was placed on top of operations. Someone had to halt operational activities and go locate the solution by hand each time a compliance check was required. Making compliance automatic something the machine understood before any human had to ask was the answer.
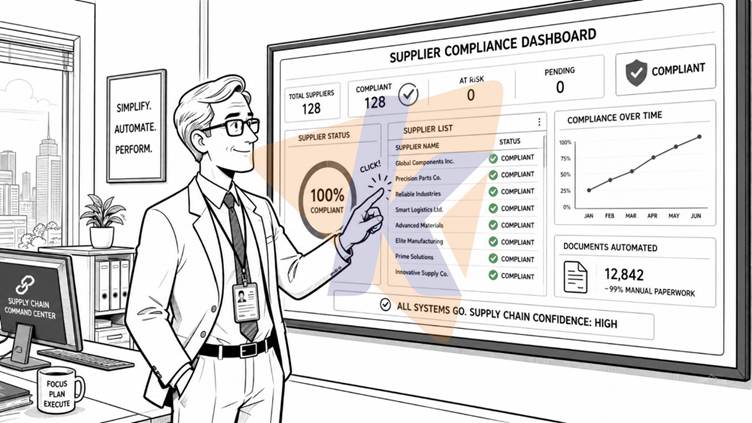
Two complementing technologies were needed for this. All supplier compliance information, including certifications, declarations, audit records, and risk indicators, was centrally stored via ESG reporting systems. All compliance data was in one location and could be accessed in a matter of seconds rather than being dispersed over spreadsheets and email inboxes.
The intelligence layer was added by due diligence software. The software regularly scanned suppliers for risk signals, such as possible connections to deforestation, gaps in labour standard compliance, and missing or expired certifications, rather than waiting for an auditor or regulator to identify a compliance issue. Suppliers who posed a high risk were immediately marked. Compliance checks were automatically performed when a cargo or supplier was handled. Before they could proceed further in the process, non-compliant entries were immediately detected.
Implementation was purposefully staged. Initially, all of the supplier compliance data certifications, declarations, audit histories, and risk markers was combined into the central system. Most of the manual searching was removed by this stage alone. The system was then set up to proactively detect and flag high risk vendors and missing compliance data. Last but not least, automated verification was incorporated into the shipment processing workflow to make compliance checks an integral part of regular operations rather than a stand-alone manual step.
What Changed
The daily experience underwent a significant change. Teams might restore their attention to the operational tasks for which they were hired after spending a lot of time pursuing compliance documentation. Due to the organization, verification, and accessibility of all the records, audits that had previously needed weeks of document gathering were reduced to a fraction of that time. Because problems were identified before shipments moved, shipment delays brought on by compliance gaps vanished.
Most importantly, there was a shift in the relationship with compliance itself. It evolved from something that interfered with operations to something that safeguarded them. Mr. Smith characterized the investment as insurance certainty in a regulatory climate that was growing more stringent and uncertain rather than in terms of immediate revenue increases.
Key Outcomes
- Audit preparation time reduced by 30 percent as all compliance records were centralised, organised, and instantly accessible
- Shipment delays caused by compliance documentation gaps eliminated through automated pre-shipment verification
- Regulatory fines avoided entirely as proactive risk monitoring prevented non compliant shipments from advancing
- Operational team time redirected from paperwork chasing back to core warehouse and fulfilment responsibilities
- Compliance transformed from a reactive burden into a proactive operational competence and competitive strength
Chapter 8: The Day Mr. Smith Turned a Recall Crisis into a Competitive Advantage
The World Before
Product recalls are among the most disruptive incidents a business may encounter, as every warehouse manager is aware. They are consequential, time sensitive, and unpredictable. Mr. Smith had previously handled recall situations, and each one had followed the same excruciating pattern. A problem with the product would be found. The group would rush to comprehend the scope. The only reasonable course of action was to treat the entire batch as questionable in the absence of exact unit level data regarding the locations of each product and the units that were impacted. Thousands of units would be removed from the market, not just the potentially faulty ones but all of the units in the same batch, regardless of whether they had any issues at all.
This strategy, which supply chain experts refer to as the Recall Blast Radius, was extremely expensive. Products that were flawless were taken off the market. As units were gathered from consumers, retailers, and warehouses throughout the supply chain, logistics expenses increased. Clients encountered delays and disruptions. The damage to the brand’s reputation took months to heal. Additionally, teams were distracted from their regular tasks to handle the situation while the operation was in crisis mode.
The Incident That Crystallised the Problem
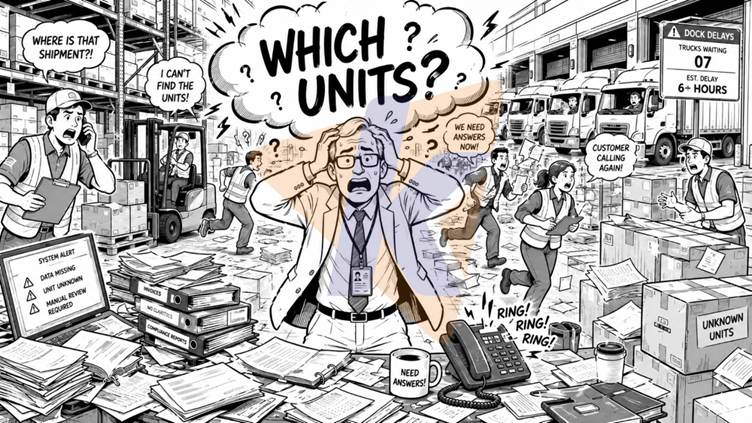
As they often do, the memory that altered Mr. Smith’s perspective came as a shock. He was informed that there was a product problem and that fast action was required. In a matter of minutes, the warehouse was filled with ringing phones. Teams were in motion. Orders were being halted. Unable to load, trucks were waiting in line at the pier. The most fundamental concern was which particular units were truly impacted, a subject that no one could confidently answer.
It was decided to extract every unit in the pertinent batches as the answer was unavailable. thousands of pieces. The ensuing expenses were enormous and included inventory write-offs, customer relationship restoration, brand damage management, and recall logistics. Additionally, Mr. Smith discovered that most of the units that were recalled had nothing wrong with them after reviewing the case. They had been removed because his system was unable to distinguish between those that were and those that weren’t, not because they were flawed.
The Solution: Granular Tracking and Recall Readiness
Mr. Smith received an alternative viewpoint from a supply chain specialist who had handled comparable circumstances. Smarter tracking was the answer, not more control. In particular, tracking at a granular enough level that, in the event of a problem, the system could pinpoint precisely which units were impacted and where they were, enabling a targeted recall as opposed to a general, inefficient one.
Digitizing product movement at a much finer level of granularity was the first step. The passage of each unit into, though, and out of the warehouse was recorded in more detail, building on the serialization work that was already underway. Instead of being in several databases that needed to be manually reconciled, returns, dispatch records, and inventory data were integrated into a single system.
Creating an organized reverse logistics plan especially for recall situations was the second stage. Instead of responding haphazardly when an incident happened, Mr. Smith’s team created explicit protocols ahead of time, including how impacted units would be located throughout the supply chain, how customers who had already received impacted units would be informed, and how the physical recall would be carried out effectively.
Crucially, the group practiced recall exercises prior to any actual incidents. While the pressure was minimal, they used the drills to find process and data gaps and ran simulated scenarios, such as what would happen if this particular batch failed. The procedure was well-practiced, the data was organized, and the team understood exactly what to do by the time the next actual recall came.
The Next Recall: A Completely Different Story
A few months later, there was another product recall issue. The reaction was quite different this time. Mr. Smith quickly obtained an exact list of these particular units, in these particular locations, received by these particular clients after gaining access to the system and utilizing their serial identifiers to filter for the impacted units. It was confirmed that nothing else was impacted. The units that were identified were the only ones recalled. Throughout, the warehouse kept running as usual. There was no interruption for customers who received unaffected merchandise. The influence on the brand was negligible.
What had been an operational disaster turned into a professional, regulated response that showed partners and customers that Mr. Smith’s business had strong quality control procedures in place. Instead of being a weakness, the capacity to manage a recall with accuracy and assurance became a differentiator in the marketplace.
Key Outcomes
- Recall blast radius the proportion of units unnecessarily recalled reduced by 90 percent
- Warehouse operations maintained continuity during recall events rather than entering crisis mode
- Brand reputation fully protected as precise, professional recall execution demonstrated operational strength
- Customer disruption minimised to only those customers who received genuinely affected units
- Return on investment achieved through a single optimised recall event that generated savings exceeding the full system investment cost
Part three’s conclusion: The foundation is in place, but the walls are still silent.
Mr. Smith had created something extraordinary by the end of Chapter 8. From raw materials to final consumers, his business could view its products. Every unit could be authenticated, every movement could be tracked, value could be recovered from returns, faults could be caught at the dock before they became catastrophes, compliance demands could be absorbed without losing pace, and a recall could be carried out with surgical precision.
It appeared to be a total makeover on paper. However, a collection of capable systems is not the same as a connected system, as Mr. Smith would quickly learn. Every platform had its own language. Each gave their own account of what happened. Furthermore, no one could determine which of the three systems provided the correct response when a partner dispute arose over the straightforward question of whether a shipment had been delivered. Adding more technology wasn’t the next challenge. It was about enabling the existing technology to communicate with one another.
A machine that never sleeps, never stops monitoring, and can see patterns in the data that no human eye could ever notice became viable once the systems could finally connect and data could flow freely across all boundaries.
Chapter 9 and Chapter 10 explore what happens when an operation stops having isolated systems, and starts having a single shared truth.